关键词 |
ug倒角刀,柔性攻丝刀柄结构原理,r倒角刀,AKS浮动去毛刺倒角刀 |
面向地区 |
规格(直径*全长) |
50~150mm |
|
材质 |
高速钢 |
是否进口 |
是 |
是否涂层 |
是 |
适用机床 |
多款供选 |
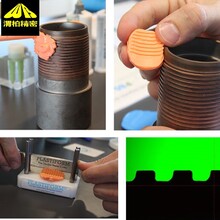
AKS浮动去毛刺倒角刀柄工具的使用
FDT SXO 浮动去毛刺倒角工具:通过主轴驱动,可以达到5mm的径向偏移量(标准旋转锉或者倒角铣刀露出夹头部分为20mm)。要在走轮廓程序时所有的轮廓都能被加工,切削头需要有1-3mm的预压入量。
AKS浮动去毛刺倒角刀优点:1.免维护、2.AKS浮动去毛刺倒角刀高进给高转速(3000-8000rpm /2-5m/min)、整个工件倒角大小均匀、紧凑的设计适用于任何形式的机床(适合于小的机床)、AKS浮动去毛刺倒角刀具在数控机床上的使用。
AKS浮动去毛刺倒角刀工作参数
1.主轴速度:
我们推荐转速5000rpm
高转速8000rpm
(请根据机床商提供的机床高转速决定)
2.进给量
推荐进给值:F=3000mm/min
进给值在加工过程中保持一致,否则会导致倒角大小不一致。轮廓的程序编制的时候
尽可能的让刀具接近拐角,这样才能去掉拐角毛刺。
3.侧向压力
在使用浮动去毛刺倒角刀的时候我们建议把侧向压力设置为5mm左右,如果切削头不能平稳加工(比如:切削头跳动或者切削不到)说明接触的压力太低,要加大。压入量直接影响倒角去毛刺的厚度,通常情况下压入量越多,倒角越大。
AKS去毛刺过程中的侧面偏移量(压入量):
确保在加工过程中,刀具始终有一个相对于工件轮廓的预偏移量(预紧量)1-3mm。
AKS浮动去毛刺倒角刀预去除毛刺的大小:如果预去除的毛刺过大,使用FDT SX0浮动倒角去毛刺倒角刀具及旋转锉无法去除干净,您需要在使用我们工具之前先用一支刚性的倒角刀预去除下毛刺(程序需要轮廓外放至安全距离),然后再使用我们的浮动去毛刺工具。
AKS交叉孔去毛刺倒角刀:
给交叉孔(贯穿孔)准备的去毛刺倒角刀,通过内冷或者压缩空气驱动刀片的打开,可以很好的解决大比率交叉孔反面去毛刺倒角问题,但是因为刀片较小,对于一些韧性较大的材料(产生毛刺较大),该刀具也无法完全解决去毛刺问题。
陕西渭柏精密机械有限公司
德国、瑞士、意大利、美国等机床附件及数控刀具代理商.渭水源远流长绵绵不断;柏林郁郁葱葱万古长青。
代理部分品牌如下:
瑞士IFANGER滚花刀,瑞士GPRTOPS,美国Cogsdill考克思迪尔,德国HOBE镗刀,瑞士HABEGGER哈贝格,意大利Poliangolar拉刀,土耳其AKS浮动毛刺刀,德国ROHM罗姆,德国ECOROLL滚光刀,英国Namco耐考螺纹滚压,波兰BISON卡盘,德国Dress德雷斯锯片,意大利FRB飞霸,瑞士Alesa阿莱萨,美国Mueller米勒量具,意大利BM旋转拉刀,美国TE-CO虎钳,德国W&F动力刀座,瑞士MEISTER导套,瑞士GEPY,瑞士RE-AL铰刀,瑞士LB钟表刀具,瑞士stampfli斯坦普弗力浮动刀柄,土耳其Yamasa雅玛萨滚光刀,以色列PML-PAL气动卡盘,德国Schlenker施伦克夹头,美国ORBITOOL奥比柔性毛刺刀,德国Dummel杜梅尔镗刀,瑞士Tecnopinz泰品夹头,德国Lach Diamond拉赫,瑞士Pxtools微孔刀具,瑞典Mircona米尔科纳槽刀,德国NACHREINER拿海纳刀具,意大利DEMM迪姆量具等
渭柏精密为您提供的服务!
成都本地浮动去毛刺倒角刀柄热销信息